Technology
Sensor Controlled Pipetting
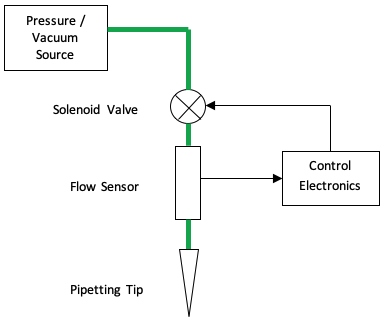
Seyonic Sensor Controlled Pipetting systems provide accurate and precise liquid handling in the microliter to milliliter volume range. Operation is controlled through measurement of displaced air volumes by means of a flow sensor, integrated directly in the pipetting head, in connection with a high-speed solenoid valve.
The flow sensor offers complete real-time information for volume control and excellent diagnostic capabilities to detect error conditions allowing validation of each pipetting action.
The sensor is based on a differential pressure measurement across a flow restriction. The pressure drop caused by air flowing through the micro-machined channel is proportional to the volumetric flow rate. As the viscosity of air is temperature dependent, the sensor includes a temperature measurement, which is used to automatically compensate for these viscosity changes. The Flow Sensor thus provides all the required signals used to calculate the actual flow rate. The pipetting algorithm automatically compensates for the compressibility of the air in the sensor.
Volume Control
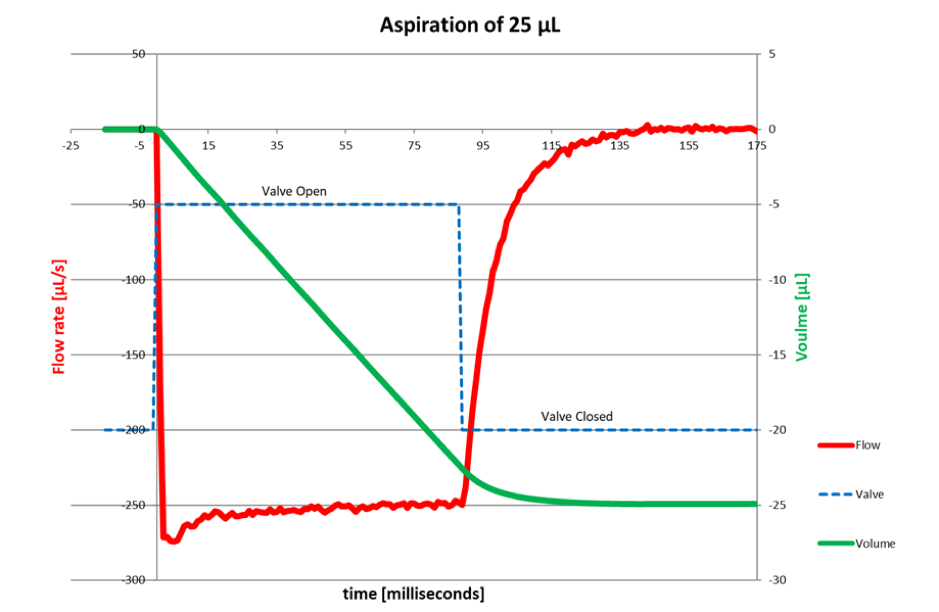
The differential pressure signal Pin – Pout is proportional to the flow through the sensor. The calibration parameters of the sensor convert this pressure difference in a flow signal which is integrated in real time to give the displaced volume. When this volume reaches the requested target value, the pipetting valve is closed and the flow drops to zero as illustrated below. The blue line shows the period for which the pipetting valve is open, the red line represents the flow signal and the green line corresponds to the total displaced volume.
Liquid Level Detection
Liquid Level Detection (LLD) on the Seyonic Pipettor is based on detection of a flow rate change when the tip is entered into liquid. During the procedure, a small outgoing flow is used by setting a low positive pressure and opening the pipetting valve. Upon detection the valve is closed. Detection of the liquid is available as a changing hardware signal that can be coupled to the robotic arm to stop the Z-movement.
Pipetting Process Control Diagnostics
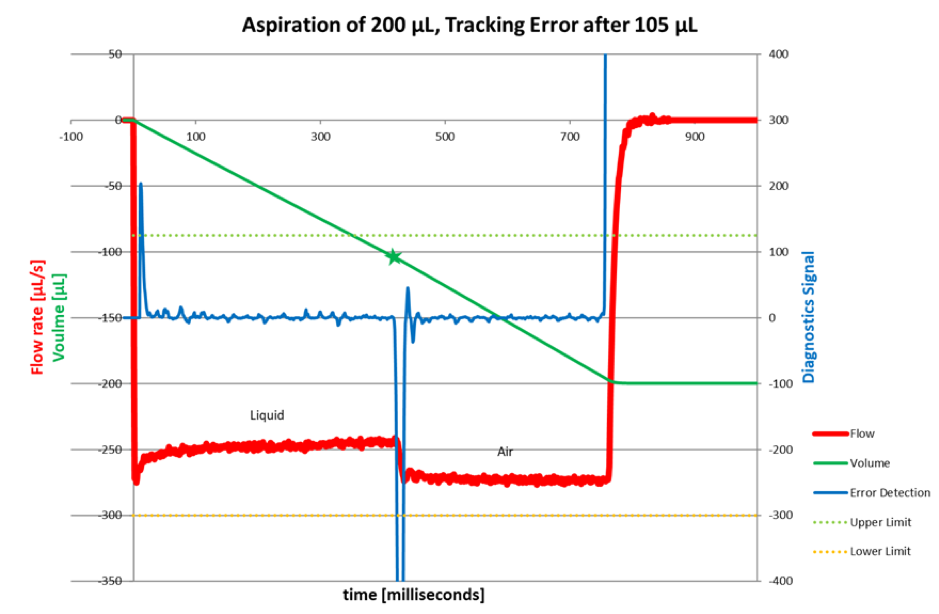
Seyonic’s Sensor Controlled Pipetting technology allows very precise monitoring of the pipetting process. It thus provides not only accurate volume control but also detects pipetting errors in real time. Therefore, every pipetting operation can effectively be validated as it is going on. The Process Control Diagnostics allow detection of partial or complete air aspiration while calculating the actually aspirated liquid volume. In case of tip clogging, operation is halted immediately to permit the best possibility for recovery.
Process Control Diagnostics are based on analysis of changes in pipetting flow. It is therefore largely independent of the volume or pipetting speed and does not need to establish guide band reference curves for every possible specific pipetting operation.
Detection is based on flow rate differences between liquid and air. The system is thus capable of detecting the transitions from air to liquid (normally at the beginning of the aspiration) and from liquid to air (in case of liquid level tracking errors or insufficient sample). The actual aspirated volume is calculated between the first transition Air-to-Liquid and the first transition Liquid-to-Air or until the end of the aspiration if no air is detected before the valve is closed. The figure below shows a partial aspiration of air after a start in liquid.